Uma parte importante de qualquer implementação de SPC é a utilização de índices de capabilidade do processo. Existem vários índices de capabilidade Cp, Cpk, Ppk, Ppk, Cpm, NCpk. Nesta lição, explicamos os índices Cp, Cpk, Ppk e Ppk mais utilizados. Existe alguma confusão sobre a utilização destes índices. Nesta lição vamos tentar remover alguma da confusão e explicar as diferenças entre os índices e como podem ser utilizados de uma forma prática.
Esta lição não está a seguir o tutorial como as outras lições. A lição tutorial está resumida num vídeo no final desta lição.
Em primeiro lugar, forneceremos as definições dos índices e daremos alguma visão histórica no desenvolvimento destes índices, o que explicará alguma da confusão. Depois explicaremos como os índices podem ser utilizados de uma forma prática.
História
O que é importante saber antes de explicarmos as definições dos índices é que as definições no passado mudaram.
Ppk foi definido sob o sistema Q101 da Ford como o índice de capabilidade preliminar e o Cpk foi definido como o índice de capacidade a longo prazo.
Em alguns casos, o valor Cpk no histograma foi calculado de forma diferente dos cálculos Cpk no gráfico de controlo. Quando os três grandes (Ford, GM e Chrysler) fundiram os seus manuais de qualidade no sistema QS9000, as definições foram alteradas e estas definições continuam a ser o padrão hoje em dia no manual TS16949 e serão utilizadas e explicadas nesta lição.
Definições
Cp: Cp (por vezes também chamado Cpi) representa o índice de capabilidade A fórmula para o cálculo é:
A fórmula refere-se ao desvio padrão estimado. O desvio-padrão estimado é calculado utilizando a seguinte fórmula:
![]()
onde R barra é o intervalo médio dos subgrupos e d2 é retirado de uma tabela estatística.
Em palavras normais, significa que o índice Cp é calculado com base na variação dentro de um subgrupo. Assim, se a variação dentro do subgrupo for muito pequena, terá um bom índice Cp, independentemente do grau de desvio da média do processo ou da localização do processo, pelo que o índice Cp mostra-lhe a capacidade da sua máquina para produzir produtos consecutivos dentro da variação requerida (Tolerância).
Cpk: Porque o índice Cp por si só não indica se está a produzir dentro das especificações, precisamos de uma indicação de que o processo está centrado entre os limites das especificações. Por conseguinte, é utilizado o índice Cpk. A fórmula é:

Assim, se o processo estiver exactamente no meio da LSL e USL o índice Cp e Cpk são os mesmos.
Se agora reportarmos ambos os índices Cp e Cpk sabemos como o processo é capaz de produzir dentro da variação requerida (tolerância) e se o processo está a produzir no meio da tolerância.
Pp: A informação sobre Cp e Cpk é suficiente para indicar se o processo está a decorrer dentro das especificações?
A resposta é não porque estes 2 índices são calculados com base na variação dentro do subgrupo e ainda é possível que haja uma grande quantidade de variação entre subgrupos que não é tida em conta. Vamos tentar explicar isto com um exemplo:
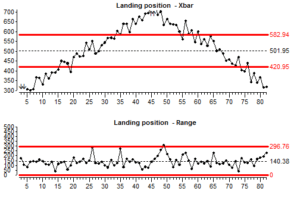
O gráfico mostra que tivemos uma grande variação entre subgrupos (gráfico Xbar) mas a variação com o subgrupo foi muito melhor no controlo (gráfico de Amplitude).
O índice Cp para este processo é 1,66 e o índice Cpk para este processo é 1,65 o que indica que o processo é capaz de produzir dentro da variação requerida e durante o período de tempo reportado este processo está no meio da tolerância.
Vemos que estes 2 índices não são suficientes e precisamos de mais informação para saber se o processo está a produzir dentro dos limites de especificação. Se utilizarmos apenas Cp e Cpk, precisamos de acrescentar a exigência de que o processo tem de estar sob controlo. Se o gráfico médio estiver sob controlo, indica que o processo é estável e que a média do processo não está a flutuar.
Contudo, nem sempre temos o gráfico disponível quando analisamos os dados do processo, por exemplo, se reportarmos um grande número de características. Nesse caso, poderíamos indicar a percentagem de subgrupos fora de controlo, mas há também outra possibilidade.
Podemos também saber se o processo é estável calculando o Índice de Performance do Processo Pp.
O índice Pp é calculado da mesma forma que o índice Cp mas agora utilizando o desvio padrão real em vez do desvio padrão estimado. Assim, a fórmula é:
![]()
Assim, o índice Pp utiliza tanto dentro da variação de subgrupos como entre variações de subgrupos no cálculo e indica quão bem o processo foi capaz de produzir dentro dos limites de especificação durante o período de tempo relatado.
O índice Ppk é calculado de forma semelhante ao índice Cpk e não necessita de mais explicações.
Utilização Prática dos Índices de Capabilidade
Se agora reportarmos 3 índices, por exemplo Cp, Cpk e Ppk, sabemos o que está a acontecer no processo:
– Cp indica o quão bem um processo é capaz de produzir produtos consecutivos dentro da variação requerida;
– A diferença entre Cp e Cpk indica se o processo está a produzir no meio da tolerância.
– A diferença entre Cpk e Ppk indica se o processo é estável ou, por outras palavras, se existem causas especiais de variação que estão a influenciar a média do processo, mesmo que os limites de controlo não estejam devidamente estabelecidos.
O requisito na indústria é que o valor de Ppk deve exceder 1,67.
Se o valor de Ppk for inferior a 1,67 a combinação de Cp, Cpk e Ppk dar-lhe-á uma indicação de quem é responsável por melhorar a capacidade. Vamos explicar com um exemplo:

Todos os 3 processos têm o mesmo índice Ppk de 0,8 mas requerem uma abordagem completamente diferente para melhorar a capacidade e provavelmente também um departamento diferente será responsável por melhorar a capacidade.
Processo 1: Instável, Incapaz a longo prazo, Capaz a curto prazo, No alvo.
Este processo está fora de controlo e tem causas atribuíveis. Há mais variações entre subgrupos do que dentro de subgrupos.
Processo 2: Estável, Capaz a curto prazo, Capaz a longo prazo, Não no alvo.
Este processo tem uma configuração de processo errada e se o processo for colocado no alvo, o Ppk será aceitável.
Processo 3: Estável, Incapaz a curto prazo, Incapaz a longo prazo, Não no alvo.
Este processo não é capaz de produzir produtos consecutivos dentro da tolerância permitida, pelo que este processo precisa de ser alterado.
Há também um tutorial para esta lição, mas como é necessária interactividade, temos uma gravação destas sessões
Por favor, veja: formação em vídeo sobre capabilidade do processo
Para uma formação sobre índices de capabilidade do processo clique em: Formação