Una parte importante de cualquier implementación del SPC es el uso de los índices de capacidad del proceso. Hay varios índices de capacidad Cp, Cpk, Ppk, Cpm, NCpk. En esta lección explicamos los índices más utilizados Cp, Cpk, Pp y Ppk. Existe cierta confusión sobre el uso de estos índices. En esta lección intentaremos eliminar parte de la confusión y explicar las diferencias entre los índices y cómo se pueden utilizar de forma práctica.
Esta lección no sigue el tutorial como las otras lecciones. La lección del tutorial se resume en un vídeo al final de esta lección.
En primer lugar, daremos las definiciones de los índices y daremos una visión histórica del desarrollo de estos índices que explicará parte de la confusión. A continuación, explicaremos cómo se pueden utilizar los índices de forma práctica.
Historia
Lo que es importante saber antes de explicar las definiciones de los índices es que las definiciones en el pasado han cambiado.
El Ppk se definía en el sistema Q101 de Ford como el índice de capacidad preliminar y el Cpk se definía como el índice de capacidad a largo plazo.
En algunos casos, el valor del Cpk en el histograma se calculó de forma diferente a los cálculos del Cpk en el gráfico de control. Cuando los tres grandes (Ford, GM y Chrysler) fusionaron sus manuales de calidad en el sistema QS9000, las definiciones cambiaron y estas definiciones siguen siendo el estándar hoy en día en el manual TS16949 y serán utilizadas y explicadas en esta lección.
Definiciones
Cp: Cp (a veces también llamado Cpi) significa el índice de capacidad del proceso. La fórmula para el cálculo es:
La fórmula se refiere a la desviación estándar estimada. La desviación típica estimada se calcula mediante la siguiente fórmula:
![]()
donde la barra R es el rango promedio de los subgrupos y d2 se toma de una tabla estadística.
En palabras normales significa que el índice Cp se calcula en base a la variación dentro del subgrupo. Así que si la variación dentro del subgrupo es muy pequeña usted tendrá un buen índice Cp sin importar cuanto se desvíe el promedio del proceso o cual sea la ubicación del proceso así que el índice Cp le muestra que tan capaz es su máquina de producir productos consecutivos dentro de la variación requerida (Tolerancia).
Cpk: Debido a que el índice Cp por sí solo no indica si está produciendo dentro de las especificaciones, necesitamos una indicación de que el proceso está centrado entre los límites de las especificaciones. Por lo tanto, se utiliza el índice Cpk. La fórmula es:

Por lo tanto, si el proceso está exactamente en el medio de LSL y USL, el índice Cp y Cpk son iguales.
Si ahora informamos de los índices Cp y Cpk, sabremos si el proceso es capaz de producir dentro de la variación requerida (tolerancia) y si el proceso está produciendo en medio de la tolerancia.
Pp: ¿Es la información sobre Cp y Cpk suficiente para indicar si el proceso está funcionando dentro de las especificaciones?
La respuesta es no, porque estos dos índices se calculan sobre la base de la variación dentro del subgrupo y aún es posible que haya una gran cantidad de variación entre subgrupos que no se tiene en cuenta. Intentemos explicarlo con un ejemplo:
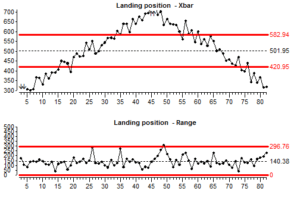
El gráfico muestra que teníamos mucha variación entre subgrupos (gráfico Xbar) pero la variación con el subgrupo estaba mucho mejor controlada (gráfico Range).
El índice Cp para este proceso es de 1,66 y el índice Cpk para este proceso es de 1,65, lo que indica que el proceso es capaz de producir dentro de la variación requerida y durante el período de tiempo reportado este proceso está en el medio de la tolerancia.
Vemos que estos 2 índices no son suficientes y necesitamos más información para saber si el proceso está produciendo dentro de los límites de la especificación. Si sólo utilizamos Cp y Cpk necesitamos añadir el requisito de que el proceso debe estar en control. Si el gráfico de promedios está en control, indica que el proceso es estable y que el promedio del proceso no fluctúa.
Sin embargo, no siempre tenemos el gráfico disponible cuando analizamos los datos del proceso, por ejemplo, si informamos de un gran número de características. En ese caso podríamos indicar el porcentaje de subgrupos fuera de control, pero también existe otra posibilidad.
También podemos saber si el proceso es estable calculando el índice de rendimiento del proceso Pp.
El índice Pp se calcula de la misma manera que el índice Cp pero ahora utilizando la desviación estándar real en lugar de la desviación estándar estimada. Así que la fórmula es:
![]()
Así, el índice Pp utiliza tanto la variación dentro de un subgrupo como la variación entre subgrupos en el cálculo e indica lo bien que el proceso fue capaz de producir dentro de los límites de la especificación durante el período de tiempo informado.
El índice Ppk se calcula de forma similar al índice Cpk y no necesita más explicación.
Uso práctico de los índices de capacidad
Si ahora informamos de 3 índices, por ejemplo, Cp, Cpk y Ppk, sabremos lo que ocurre en el proceso:
– Cp indica la capacidad de un proceso para producir productos consecutivos dentro de la variación requerida;
– La diferencia entre Cp y Cpk indica si el proceso está produciendo en la mitad de la tolerancia.
– La diferencia entre Cpk y Ppk indica si el proceso es estable o, en otras palabras, si hay causas especiales de variación que están influyendo en la media del proceso, incluso si los límites de control no están bien fijados.
El requisito en la industria es que el valor de Ppk sea superior a 1,67.
Si el valor Ppk es inferior a 1,67, la combinación de Cp, Cpk y Ppk le dará una indicación de quién es el responsable de mejorar la capacidad. Expliquémoslo con un ejemplo:

Los 3 procesos tienen el mismo índice Ppk de 0,8 pero requieren un enfoque completamente diferente para mejorar la capacidad y probablemente también un departamento diferente será responsable de mejorar la capacidad.
Proceso 1: Inestable, no capaz a largo plazo, capaz a corto plazo, en el objetivo.
Este proceso está fuera de control y tiene causas asignables. Hay más variación entre subgrupos que dentro de ellos.
Proceso 2: Estable, Capaz a corto plazo, Capaz a largo plazo, No está en el objetivo.
Este proceso tiene un ajuste de proceso incorrecto y si el proceso se pone en el objetivo, el Ppk será aceptable.
Proceso 3: Estable, No capaz a corto plazo, No capaz a largo plazo, En el objetivo.
Este proceso no es capaz de producir productos consecutivos dentro de la tolerancia permitida por lo que este proceso necesita ser alterado.
También hay un tutorial para esta lección, pero como se requiere interactividad, tenemos una grabación de estas sesiones
Por favor, véala: process capability video training
Para una formación sobre los índices de capacidad de los procesos, haga clic en: training.